在产品的振动测试系统中,振动台是其中最重要的组成部分之一。为了保证振动测试的准确性,振动台的指标需要满足相应的计量检定规程,如常见的幅值均匀度、横向振动比、谐波失真度等。
VENZO 880振动控制器,配置了全面的振动测试功能,涵盖正弦、随机、冲击、混合、路谱等5大类测试。此外,最新的控制软件配置了振动台检测功能,用户可在振动台出厂或使用一段时间后,对其相关指标进行初次或周期性的检测。
PART 1 系统组成
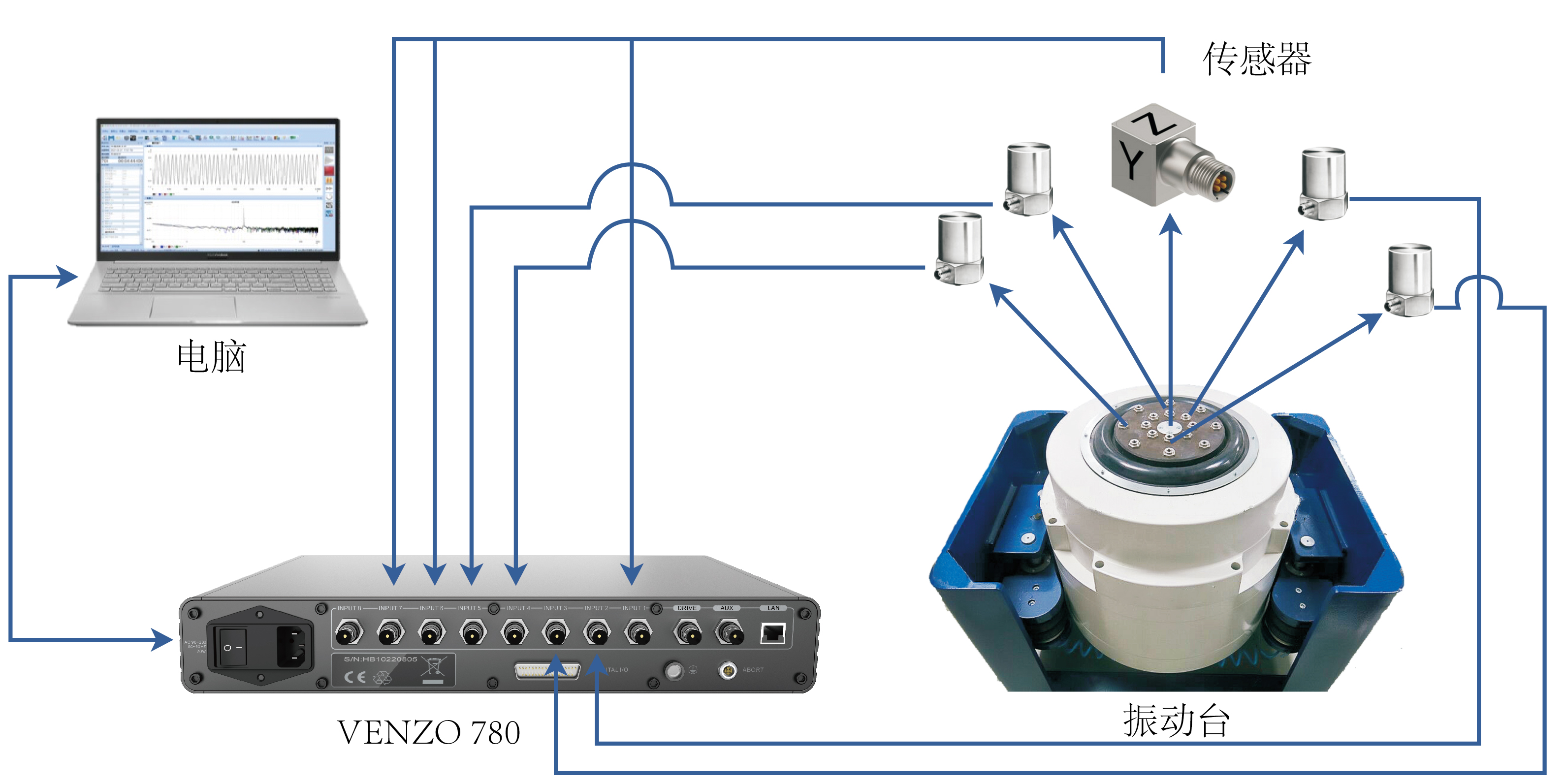
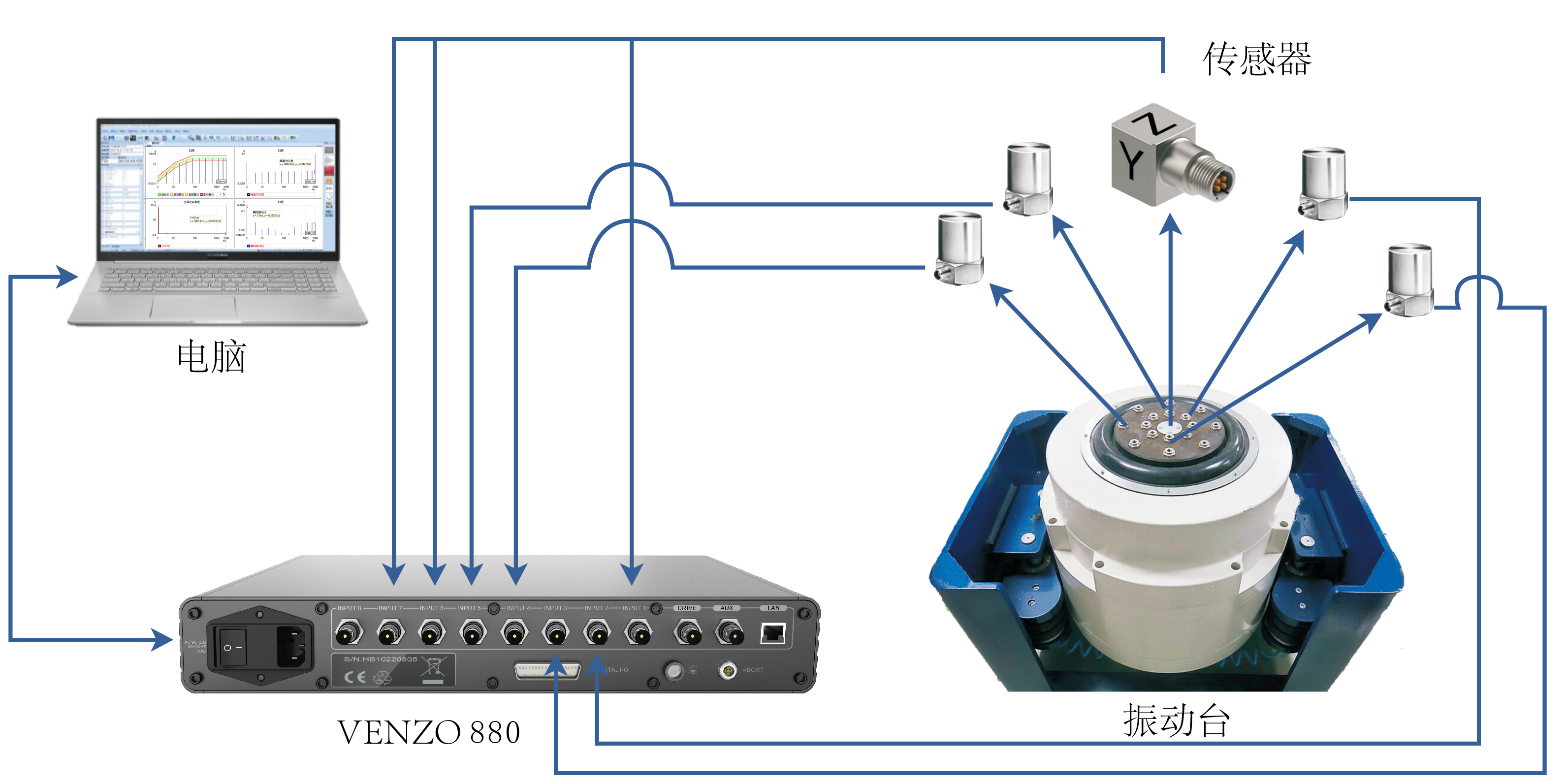
系统由VENZO 880振动控制器、振动控制器软件、振动测试传感器及电脑等组成。
典型的振动台检测系统组成如图所示,图中的垂直电动振动台是需检测的对象。VENZO 880振动控制器、多只振动加速度传感器和PC电脑组成了一套振动台检测系统。
PART 2 检测项目
VENZO 880 振动控制器配置的振动台检测功能可对电动垂直振动台、水平振动台、标准振动台等进行幅值均匀度、横向振动比、谐波失真度等指标的快速检测。
这里以JJG948-2018计量检定规程为参考,介绍对垂直振动台进行快速检测的项目:
■ 台面加速度幅值均匀度
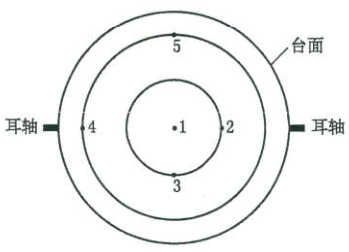
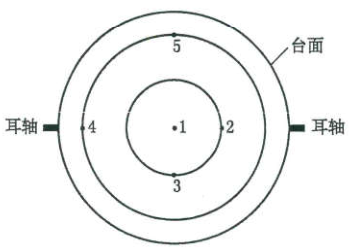
将不少于5只加速度计刚性连接在振动台台面中心和不同直径的安装螺栓孔分布圆周上,如图所示,图中1、2、3、4、5点为加速度计安装点(1点位于中心,2、4点位于耳轴轴线上,3、5点位于垂直耳轴轴线上)。加速度传感器可直接接入振动控制器的各输入通道。
在试验系统工作频率范围内,按倍频程至少选取10个频率值(包括上、下限频率值)及相应频率下最大振动幅值的50%进行测量,在同次测量中,振动控制器采集各个位置的振动加速度幅值,并按以下公式计算出台面加速度幅值均匀度N。
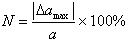
*式中:
a ——同次测量中,中心点的加速度幅值,m/s²;
 ——同次测量中,各点加速度值与中心点加速度幅值的最大偏差,m/s²。
——同次测量中,各点加速度值与中心点加速度幅值的最大偏差,m/s²。
也可通过扫频的方法来测量整个工作频率范围内的加速度幅值均匀度。
■ 台面横向振动比
将三轴向加速度计刚性连接在振动台台面中心,使三轴向加速度计的X轴(或Y轴)与振动台的耳轴重合。加速度传感器连接振动控制器各输入通道。在试验系统规定的工作频率范围内,按倍频程选取10个频率值(包括上、下限频率值),在所选频率下以振动台主振方向所允许最大振动幅值的50%进行振动,振动控制器上同时采集并记录三个方向的加速度信号,按以下公式计算出横向振动比T。

*式中:
aT (t) ——垂直于主振方向平面内的横向加速度,m/s²;
ax (t), ay (t) ——垂直于主振方向平面内两个正交的横向加速度,m/s²;
az——主振方向的加速度幅值,m/s²。
■ 谐波失真度
将加速度传感器刚性连接在振动台台面中心,在试验系统的工作频率范围内,按倍频程选取不少于10个频率值(包括上限,下限频率值),测量所选频率下最大振动幅值50%时的加速度谐波失真度。振动控制器采用平顶窗函数,直接测量并按以下公式计算谐波失真度。

*式中:
A1——控制器的基波幅值。
A2,A3,A4,A5,…——为基波的二次、三次、四次、五次等谐波幅值。
PART3 检测示例
现对某4吨垂直台进行台面幅值均匀度、横向振动比、谐波失真度的快速检测。
◆ 硬件连接:
(1)连接好振动控制器的电源线;
(2)将振动控制器与PC机用提供的网线连接好;
(3)开启振动控制器电源,电源指示灯power和网络指示灯Ready长亮;
(4)振动台台面的单轴和三轴传感器的输出端与振动控制器的输入通道相连接。其中:三轴传感器安装于振动台台面中心,Z向垂直向上,X轴(或Y轴)与振动台的耳轴重合。2只单轴传感器安装于耳轴,2只单轴传感器安装于垂直耳轴轴线上。
◆ 软件设置:
打开正弦试验模块,进行软件设置:
(1)振动台参数设置
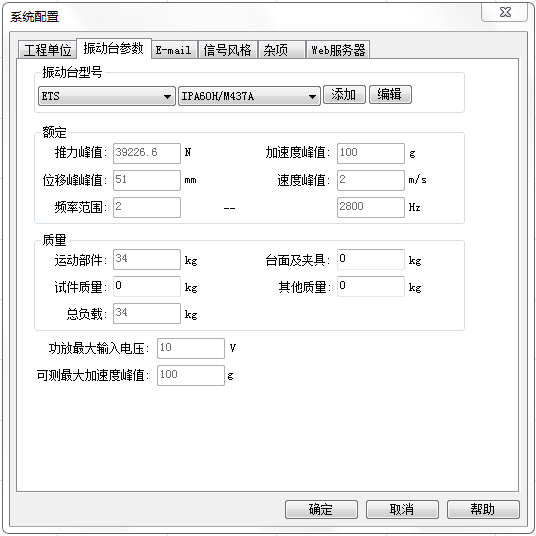
点击工具栏的 按钮,打开“系统配置”对话框,打开“振动台参数”选项页,如图所示。
按钮,打开“系统配置”对话框,打开“振动台参数”选项页,如图所示。
选择需检测的振动台型号或者手动输入振动台的推力、加速度、速度、频宽等指标,根据现场的实际情况,对台面、夹具或其他质量进行填写。
(2)通道编辑
点击工具栏的 按钮,打开“通道编辑”对话框,如图所示。
按钮,打开“通道编辑”对话框,如图所示。
输入1类型为控制,输入2到输入7的类型为测量。输入1对应三轴传感器的Z轴向,输入6、输入7对应三轴传感器的X,Y轴向。输入2至输入5对应台面传感器安装点2、3、4、5。各输入通道的传感器灵敏度安装实际的指标填写。

(3)检测参数设置
点击菜单栏的“分析----台面加速度幅值均匀度”,打开“台面加速度幅值均匀度”选项页。
勾选“检测”,测点数目输入5,测得1—5对应输入通道1—5。

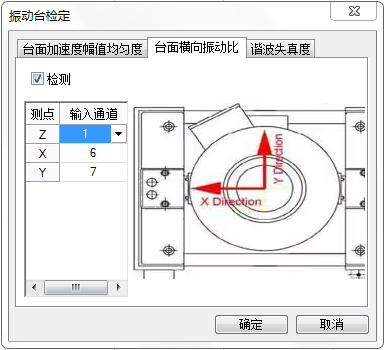
点击“台面横向振动比”,切换至“台面横向振动比”选项页。勾选“检测”,测点Z,X,Y对应输入通道1、6、7。
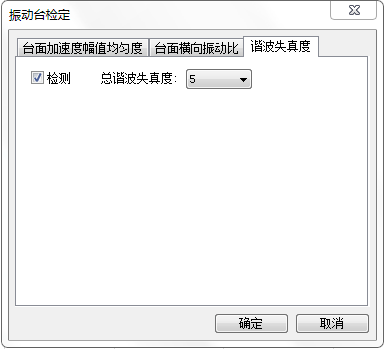
点击“谐波失真度”,切换至“谐波失真度”选项页。勾选“检测”,选择谐波失真度的次数。
(4)参考谱设置
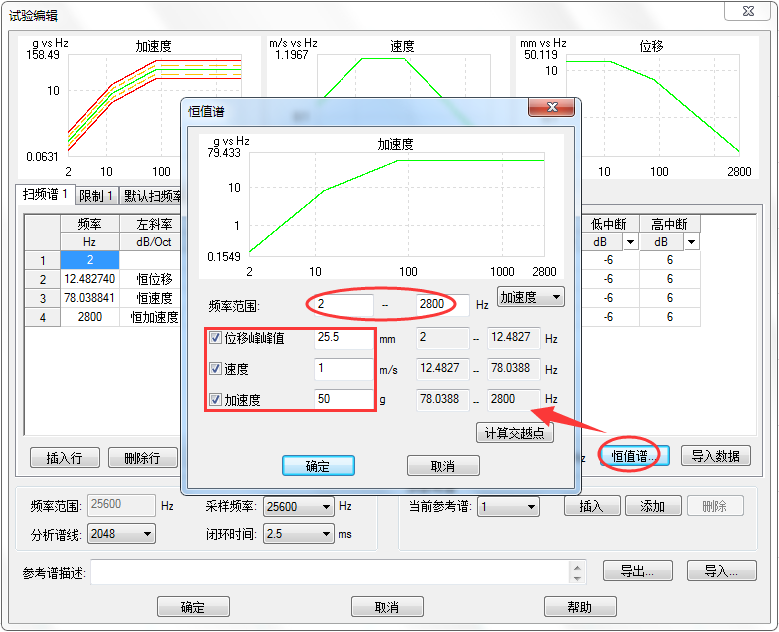
点击工具栏的 按钮,打开“试验编辑”对话框。点击“恒值谱”按钮,在“恒值谱”对话框中,输入振动台的频率范围2-2800Hz。勾选“位移峰峰值”、“速度”和“加速度”,并根据振动台能达到的位移、速度、加速度的指标的50%填写对应数值。
按钮,打开“试验编辑”对话框。点击“恒值谱”按钮,在“恒值谱”对话框中,输入振动台的频率范围2-2800Hz。勾选“位移峰峰值”、“速度”和“加速度”,并根据振动台能达到的位移、速度、加速度的指标的50%填写对应数值。
点击“确定”,软件自动生成对应的目标谱。
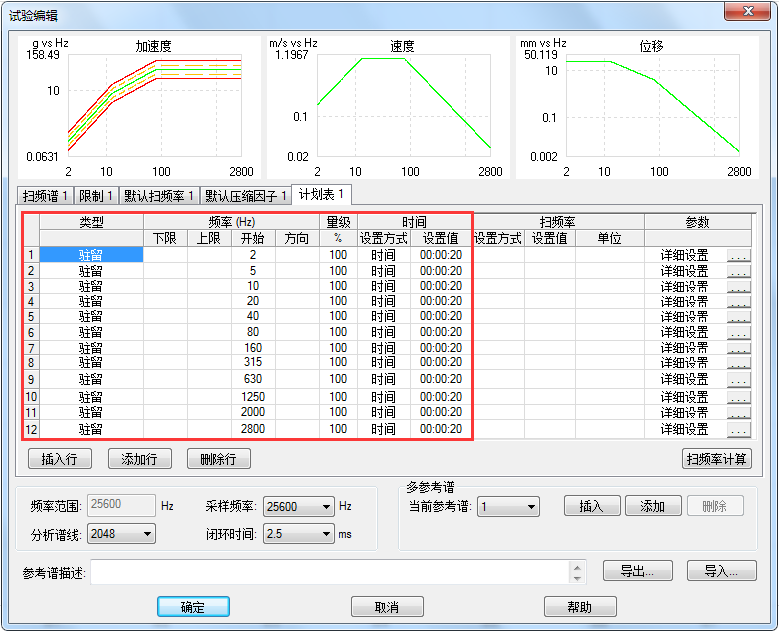
(5)计划表设置
“试验编辑”对话框中,点击“计划表1”,打开“计划表1”选项页。设置2-2800Hz频率范围内的多点驻留,如图所示。
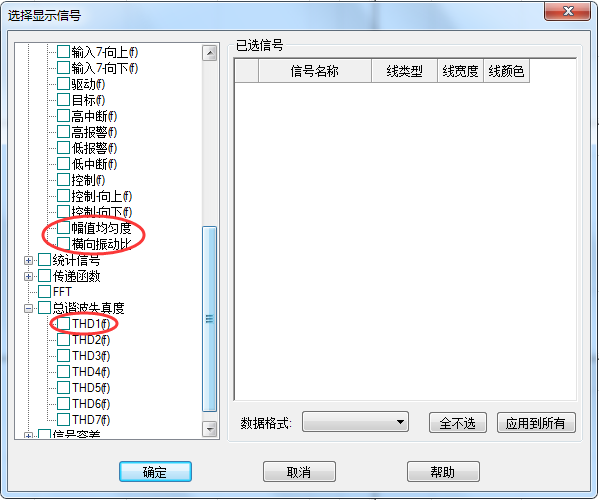
(6)信号选择
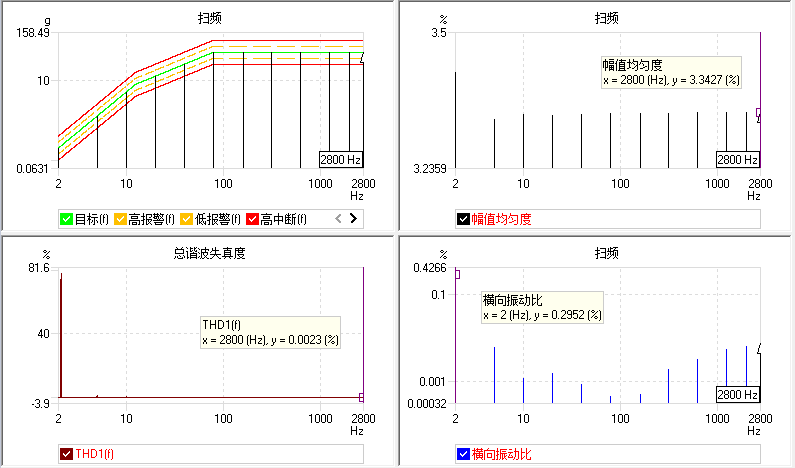
在默认窗口中,添加行和列,如图所示。
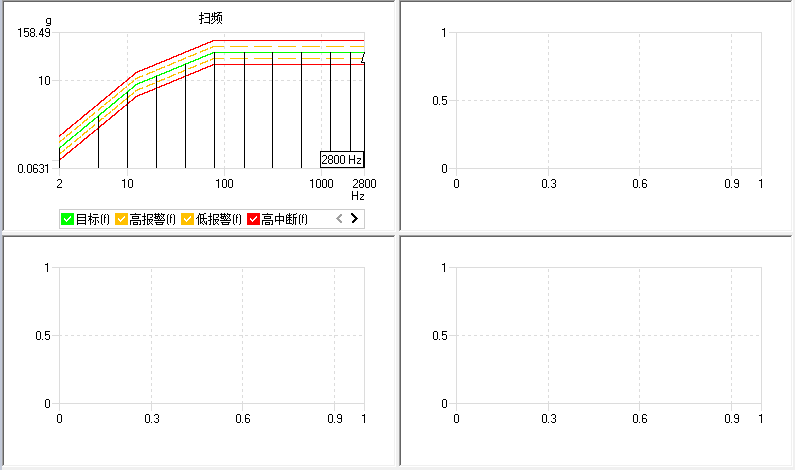
在新添加的窗格中,打开“右键菜单--选择信号”,分别选择显示“幅值均匀度”、“横向振动比”和“THD1(f)”。
(7)开启检测
硬件确认连接无误,开启功放电源,调节增益。点击 按钮,开启检测。在检测过程中及结束后,可对各频率点的指标进行查看。
按钮,开启检测。在检测过程中及结束后,可对各频率点的指标进行查看。